歡迎光臨蘇州愛爾瑪特環(huán)保節(jié)能科技有限公司!聯(lián)系電話:13776178696
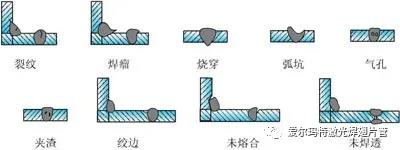

一、氣孔
氣孔是指在焊接時,熔池中的氣泡在凝固時未能逸出而形成的空穴。產生氣孔的主要原因有:坡口邊緣不清潔,有水份、油污和銹跡;焊條或焊劑未按規(guī)定進行焙烘,焊芯銹蝕等。
二、夾渣
夾渣就是殘留在焊縫中的熔渣。夾渣也會降低焊縫的強度和致密性。產生夾渣的原因主要是焊縫邊緣有氧割或碳弧氣刨殘留的熔渣;坡口角度或焊接電流太小,或焊接速度過快。在使用酸性焊條時,由于電流太小或運條不當形成“糊渣”;使用堿性焊條時,由于電弧過長或極性不正確也會造成夾渣。進行埋弧焊封底時,焊絲偏離焊縫中心,也易形成夾渣。
三、咬邊
焊縫邊緣留下的凹陷,稱為咬邊。產生咬邊的原因是由于焊接電流過大、運條速度快、電弧拉得太長或焊條角度不當?shù)取B窕『傅暮附铀俣冗^快或焊機軌道不平等原因,都會造成焊件被熔化去一定深度,而填充金屬又未能及時填滿而造成咬邊。咬邊減小了母材接頭的工作截面,從而在咬邊處造成應力集中,故在重要的結構或受動載荷結構中,一般是不允許咬邊存在的,或到咬邊深度有所限制。
四、未焊透、未熔合
焊接時,接頭根部未完全熔透的現(xiàn)象,稱為未焊透;在焊件與焊縫金屬或焊縫層間有局部未熔透現(xiàn)象,稱為未熔合。未焊透或未熔合是一種比較嚴重的缺陷,由于未焊透或未熔合,焊縫會出現(xiàn)間斷或突變,焊縫強度大大降低,甚至引起裂紋。因此,在船體的重要結構部分均不允許存在未焊透、未熔合的情況。未焊透和未熔合的產生原因是焊件裝配間隙或坡口角度太小、鈍邊太厚、焊條直徑太大、電流過小、速度太快及電弧過長等。
五、焊接裂紋
焊接裂紋是一種非常嚴重的缺陷。結構的破壞多從裂紋處開始,在焊接過程中要采取一切必要的措施防止出現(xiàn)裂紋,在焊接后要采用各種方法檢查有無裂紋。一經(jīng)發(fā)現(xiàn)裂紋,應徹底清除,然后給予修補。
六、其他缺陷
焊接中還常見到一些焊瘤、弧坑及焊縫外形尺寸和形狀上的缺陷。
以上是普通生產工藝容易產生的焊接缺陷。那激光焊翅片管呢?
激光焊翅片管無氣孔,無夾渣,無咬邊,焊透熔合率95%以上,無焊接裂紋。同時我司工廠為保證客戶產品的穩(wěn)定性,堅持每根出廠的激光焊翅片管都進行水壓測試,測試強度是超過約定的標準。真正讓你無后顧之憂。

下一篇:翅片管散熱量的高矮怎樣判斷?